Bilye ağırlığı 60-10000gram ve sıkma kuvveti 60-1600ton olan enjeksiyonlu kalıplama makinelerinin imalatı ve ihracatı konusunda uzmanız. Plastik enjeksiyon kalıplama makinesi üzerine onlarca yıllık bilgi ve deneyimi uygulayarak, en modern tasarımı ve hassas üretimi gerçekleştirerek, ünlü ithal hidrolik, elektrik, sızdırmazlık parçalarını kullanarak, SZ serisi otomatik bilgisayarlı enjeksiyon kalıplama makinesini ve alt ekipmanlarını yapıyoruz. Yüksek kalite, yüksek güvenilirlik, istikrarlı çalışma ve cazip fiyat-performans oranı özelliklerine sahiptirler.
Neden Bizi Seçmelisiniz?
Yüksek kalite
Ürünlerimiz en iyi malzemeler ve üretim süreçleri kullanılarak çok yüksek standartlarda üretilir veya uygulanır.
Rekabetçi fiyat
Eşdeğer fiyata daha kaliteli bir ürün veya hizmet sunuyoruz. Sonuç olarak büyüyen ve sadık bir müşteri tabanımız var.
Zengin deneyim
Firmamız uzun yıllara dayanan üretim iş tecrübesine sahiptir. Müşteri odaklı ve kazan-kazan işbirliği kavramı şirketi daha olgun ve güçlü kılmaktadır.
Küresel Nakliye
Ürünlerimiz küresel nakliyeyi desteklemektedir ve lojistik sistemi eksiksizdir, dolayısıyla müşterilerimiz dünyanın her yerindedir.
Satış sonrası servis
Profesyonel ve düşünceli satış sonrası ekip, bizim için endişelenmenize izin verin satış sonrası Samimi hizmet, güçlü satış sonrası ekip desteği.
Gelişmiş Ekipmanlar
Son derece spesifik görevleri daha fazla hassasiyet, verimlilik ve güvenilirlikle gerçekleştirmek için ileri teknoloji ve işlevsellikle tasarlanmış bir makine, alet veya alet.
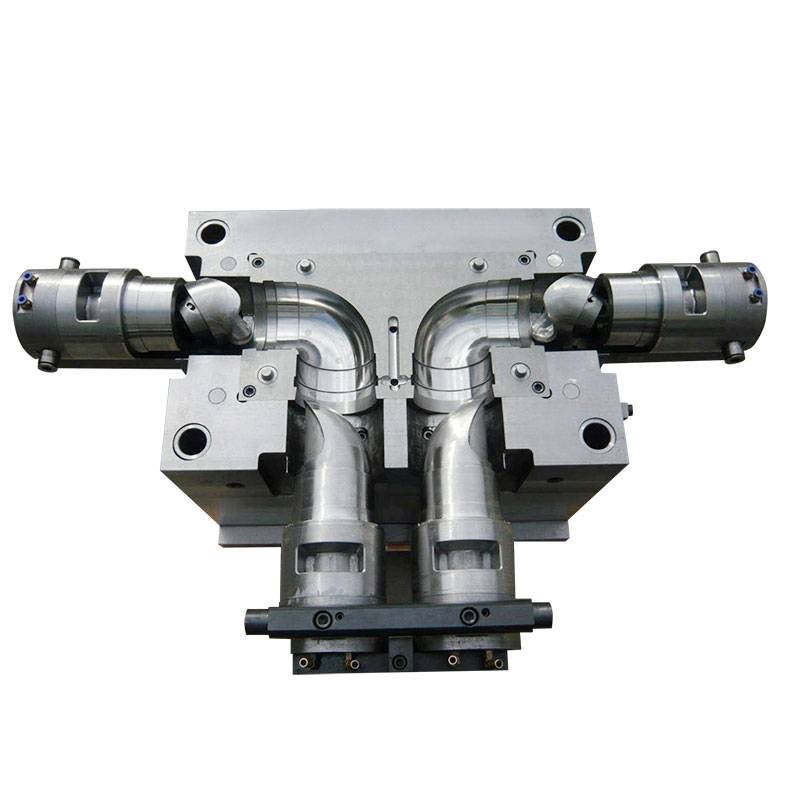
PVC Boru Ekleme Enjeksiyon Kalıbı Nedir?
PVC boru bağlantı parçası enjeksiyon kalıbı, enjeksiyon kalıplama işlemi yoluyla PVC (polivinil klorür) boru bağlantı parçalarının üretiminde kullanılan özel olarak tasarlanmış bir araçtır. PVC, dayanıklılığı, korozyon direnci ve maliyet etkinliği nedeniyle boru ve sıhhi tesisat uygulamalarında yaygın olarak kullanılan bir termoplastiktir.
PVC boru bağlantı parçalarına yönelik enjeksiyon kalıpları tipik olarak, kalıplama döngüsü sırasında uygulanan kuvvetlere ve enjeksiyon işleminin termal streslerine dayanabilen yüksek kaliteli çelikten yapılır. Kalıp iki ana parçadan oluşur: sabit yarım ve hareketli yarım. Hareketli yarım genellikle soğuduktan sonra tamamlanmış parçayı kalıptan iten ejektör pimlerini içerir.
PVC Boru Ekleme Enjeksiyon Kalıbının Faydaları
Hassas İmalat:Kalıplar, her bir PVC boru bağlantı parçasının katı boyut ve şekil spesifikasyonlarını karşılamasını sağlayacak şekilde dar toleranslarla tasarlanıp işlenir. Bu hassasiyet, sızıntısız bağlantılar için birbirine kusursuz şekilde uyan bağlantı parçalarıyla sonuçlanır.
Tutarlılık ve Tekrarlanabilirlik:Bir kalıp oluşturulduktan sonra, aynı bağlantı parçasını binlerce döngü boyunca kaliteden ödün vermeden tutarlı bir şekilde üretebilir ve bu da ürün hattında tekdüzelik sağlar.
Malzeme Verimliliği:Kalıpların tasarımı, enjeksiyon kalıplama işlemi sırasında israf edilen PVC miktarını en aza indirerek malzeme kullanımını optimize eder ve maliyetleri azaltır.
Hızlı Üretim Oranları:Enjeksiyon kalıplama, büyük miktarlarda boru bağlantı parçalarının hızlı bir şekilde üretilmesini sağlayan yüksek hızlı bir işlemdir ve bu, özellikle pazar taleplerinin karşılanması açısından faydalıdır.
Enerji verimliliği:Modern enjeksiyon kalıplama makineleri ve optimize edilmiş kalıp tasarımları, enerji tüketiminin azaltılmasına, işletme maliyetlerinin ve çevresel etkinin azaltılmasına katkıda bulunur.
Korozyon Direnci:PVC boru bağlantı parçaları korozyona ve kimyasal hasara karşı doğası gereği dirençli olup, zorlu ortamlarda bile uzun süreli performans sağlar.
Hafif ve Kullanımı Kolay:PVC boru bağlantı parçaları, metal alternatiflerden önemli ölçüde daha hafiftir ve nakliye, kurulum ve bakımı kolaylaştırır.
Çok yönlülük:Kalıplar, çok çeşitli boru bağlantı konfigürasyonları üretecek şekilde tasarlanarak üreticilerin farklı uygulama ihtiyaçlarını karşılayan geniş bir ürün yelpazesi sunmasına olanak tanır.
Özelleştirme:Özel bağlantı parçaları üretmek için özel kalıplar oluşturularak üreticilerin benzersiz müşteri gereksinimlerini karşılamalarına ve pazarda öne çıkmalarına olanak sağlanır.
Sürdürülebilirlik:PVC geri dönüştürülebilir ve enjeksiyon kalıplama işleminin kendisi de geri dönüştürülmüş malzemeler kullanacak şekilde uyarlanabilir ve böylece üretime daha sürdürülebilir bir yaklaşım teşvik edilir.
Maliyet etkinliği:Bir kalıba yapılan ilk yatırım önemli olsa da, üretimin birim başına maliyeti zamanla azalır ve bu da onu yüksek hacimli üretim için uygun maliyetli bir çözüm haline getirir.
PVC Boru Ekleme Enjeksiyon Kalıbı Çeşitleri
Soket Kalıbı:Bu, PVC boru bağlantı parçaları üretiminde kullanılan en yaygın kalıp türüdür. Katı bir bağlantı parçası oluşturmak için erimiş plastiğin kalıp boşluğuna enjekte edilmesini içerir.
Tıkaç Kalıbı:Bir spigot kalıbında, kalıbın içine bir parison (ısıtılmış plastikten bir tüp) yerleştirilir ve daha sonra bağlantı parçasını oluşturmak için şişirilir. Bu yöntem genellikle büyük veya ince duvarlı bağlantı parçalarının yapımında kullanılır.
Döner Kalıp:Döner bir kalıp plastik reçineyle doldurulur, bir fırının içinde döndürülür ve daha sonra bağlantı parçasını oluşturmak için soğutulur. Bu işlem içi boş bağlantı parçaları üretmek için uygundur.
Ekstrüzyon Kalıbı:Ekstrüzyon kalıpları, plastiğin sürekli bir profil oluşturmak için bir kalıptan geçirildiği ve daha sonra boru bağlantı parçaları oluşturmak üzere istenilen uzunlukta kesilebildiği ekstrüzyon işleminde kullanılır.
Yığın Kalıbı:Yığın kalıplar, tek bir kalıp döngüsünde birden fazla bağlantı parçasının üretilmesine olanak tanıyarak verimliliği ve üretkenliği artırır.
Özel Kalıp:Özel kalıplar, benzersiz montaj şekillerine, boyutlarına veya özelliklerine olanak tanıyan özel müşteri gereksinimlerine göre tasarlanıp üretilir.
PVC Boru Ekleme Enjeksiyon Kalıbının Uygulanması

Dirsekler:Borulardaki suyun akış yönünü değiştirmek için kullanılır.
Tişörtler:Bir akışı iki veya daha fazla kola bölmek veya iki akışı tek bir akışta birleştirmek için tasarlanmıştır.
Bağlayıcılar ve Konektörler:Aynı çaptaki iki boruyu bağlamak için kullanılır.
Redüktörler:Akışı daha büyük boru çaplarından daha küçük boru çaplarına doğru azaltmak için farklı şekillerde mevcuttur.
Birlikler:Boru hattındaki basıncı korurken, bakım veya onarım için borunun bazı bölümlerinin birleştirilmesine veya ayrılmasına izin verin.
Kapaklar ve Fişler:Borunun ucunu kapatmak veya kullanılmayan açıklıkları kapatmak için kullanılır.
Vanalar:Bir boru sistemindeki akışı kontrol etmek için küresel vanalar, çek valfler ve sürgülü vanalar gibi farklı türleri kullanın.
PVC Borular:Teknik olarak uygun olmasa da enjeksiyon kalıpları çeşitli uzunluk ve çaplarda PVC boruların düz bölümlerini üretmek için de kullanılır.
Boşluk ve Çekirdek:Boşluk, bağlantı parçasının dış yüzeyini oluşturan kalıbın dişi kısmıdır; çekirdek ise iç şekli tanımlayan erkek karşılıktır. Her ikisi de bağlantı parçasının doğru boyutları ve şeklinin sağlanması için hassas bir şekilde işlenmiştir.
Yolluk Burcu:Bu, enjekte edilen PVC malzemenin kalıba girdiği noktada bulunur. Malzemeyi hizalar ve yolluk ile yolluklar arasında eşit şekilde dağıtır.
yolluk:Enjeksiyon kalıplama makinesinin nozülünü yolluk burcu aracılığıyla kalıp boşluğuna bağlayan ve erimiş PVC'yi kalıba yönlendiren bir kanal.
Koşucular:Erimiş PVC'yi yolluktan kalıp boşluklarına taşıyan kanallardır. Parçanın karmaşıklığına bağlı olarak düz, dallanmış veya ağaç benzeri (ölçme) olabilirler.
Geçit:Erimiş PVC'nin boşluğa girişini kontrol eden küçük bir açıklık. Kapaklar, kusurları önlemek için uygun dolum ve soğutmaya izin verecek şekilde tasarlanmıştır.
İtici Pimler:Bunlar kalıbın, kalıp açıldığında sabit kalan tarafında bulunur. Kalıplama döngüsü tamamlandıktan sonra soğutulmuş ve katılaştırılmış PVC bağlantı parçasını boşluktan dışarı iterler.
Soğutma sistemi:Tipik olarak kalıbın etrafındaki su ceketleri veya kanallardan oluşan bu sistem, enjekte edilen plastiğin hızlı bir şekilde soğutulmasını kolaylaştırarak kalıp içinde düzgün şekilde katılaşmasını sağlar.
Isıtma Elemanları:Bazı kalıplar, özellikle PVC malzemenin bozulmayı önlemek için belirli sıcaklık koşulları gerektirmesi durumunda, enjeksiyon aşaması sırasında sabit bir sıcaklığı korumak için ısıtma elemanları içerebilir.
Kalıp Tabanı:Kalıbın diğer tüm bileşenleri yerinde tutan ve enjeksiyon kalıplama makinesiyle arayüz oluşturan yapısal temeli.
Hareketli Yarım (ejektör Tarafı):Kalıplanmış parçanın çıkarılması sırasında sabit yarıdan uzaklaşan, çıkarma mekanizmasını içeren kalıp yarısı.
Sabit Yarım (piston Tarafı):Kalıplama ve çıkarma sırasında sabit kalan, tipik olarak çekirdeği ve boşlukları içeren kalıbın yarısı.
Sıcaklık sensörleri:Bunlar, kalıplanan malzeme için en uygun aralıkta kalmasını sağlamak için kalıp içindeki sıcaklığı izler.
PVC Boru Ekleme Enjeksiyon Kalıbının Malzemesi
P20 (PH 20):Genellikle aşırı sertlik veya aşınma direnci gerektirmeyen prototip kalıplar ve kalıplar için kullanılan, iyi işlenebilirliğe sahip bir krom-molibden çeliği.
H13 (AISI H13): Yüksek sıcaklık ve aşınma direnciyle bilinen, PVC bağlantı parçaları gibi uzun süreli ısı ve sürtünmeye maruz kalacak kalıplar için uygun hale getiren sıcak iş takım çeliği.
NAK80:Yüksek hızlı enjeksiyon kalıpları için popüler olan, önceden sertleştirilmiş, yüksek mukavemetli ve yüksek sünekliğe sahip bir çelik. Diğer takım çeliklerine göre işlenmesi daha kolaydır ve mükemmel yüzey kalitesi sunar.
S136 (4Cr13):Korozyon direnci, aşınma direnci ve yüksek sıcaklık koşullarında boyut stabilitesini koruyabilmesi nedeniyle kalıp imalatında yaygın olarak kullanılan paslanmaz çeliktir.
718 (H718, 420 paslanmaz çelik):Genellikle yüksek aşınma direnci ve daha uzun ömür gerektiren kalıplarda kullanılan, yüksek korozyon direncine ve tokluğa sahip alaşımlı çelik.
HPDC Kalıpları (Yüksek Basınçlı Döküm Kalıpları):Olağanüstü sertlik ve aşınma direnci gerektiren kalıplarda, yüksek basınçlı döküm uygulamaları için özel olarak formüle edilmiş 738, 738M, 734 ve 734M gibi takım çelikleri kullanılır.
PVC Boru Ekleme Enjeksiyon Kalıbı Süreci
PVC boru bağlantı parçaları enjeksiyon kalıplarının işlemi, kalıp tasarımı, kalıp imalatı, plastik enjeksiyon, soğutma ve çıkarma dahil olmak üzere çeşitli adımları içerir. İşte sürece ilişkin genel bir bakış:
Kalıp Tasarımı:İlk adım, CAD (Bilgisayar Destekli Tasarım) yazılımını kullanarak PVC boru bağlantı parçasının ayrıntılı bir tasarımını oluşturmaktır. Tasarım, istenen boru bağlantı parçasının şeklini, boyutunu ve özelliklerini dikkate alır.
Kalıp İmalatı:Tasarlanan CAD modeline dayanarak kalıp, işleme, elektro erozyonla işleme (EDM) veya tel Erozyon gibi uygun üretim teknikleri kullanılarak üretilir. Kalıp genellikle enjeksiyonlu kalıplama işleminde yer alan yüksek sıcaklıklara ve basınçlara dayanacak şekilde yüksek kaliteli çelik veya alüminyumdan yapılır.
Plastik Enjeksiyon:Bir sonraki adım erimiş plastiği kalıp boşluğuna enjekte etmektir. Plastik tipik olarak belirli bir sıcaklığa ısıtılan ve bir enjeksiyon kalıplama makinesi kullanılarak kalıba yüksek basınç altında enjekte edilen polivinil klorür (PVC) reçinesidir.
Soğutma:Plastik kalıba enjekte edildikten sonra soğuması ve katılaşması gerekir. Boru bağlantı parçasının kalitesini ve boyutsal doğruluğunu sağlamak için soğutma işlemi çok önemlidir. Isı transferini kolaylaştırmak ve soğutma etkisini eşit şekilde dağıtmak için kalıp tasarımına soğutma kanalları dahil edilmiştir.
Fırlatma:Plastik katılaştıktan sonra kalıp açılır ve şekillendirilen boru bağlantı parçası, ejektör pimleri veya manşonlar kullanılarak çıkarılır. Çıkarma mekanizması boru bağlantı parçasının kalıptan zarar görmeden çıkarılmasını sağlar.
Kalite Kontrolü:Son adım, üretilen boru bağlantı elemanlarında herhangi bir kusur veya kusur olup olmadığını incelemektir. Bu, boru bağlantı parçalarının gerekli kalite standartlarını karşıladığından emin olmak için görsel incelemeyi, boyut ölçümünü ve işlevsel testleri içerebilir.
Rötuş:Bazı durumlarda fazla plastiğin kesilmesi, zımparalanması veya etiket veya işaret eklenmesi gibi ek işlem sonrası adımlar gerekli olabilir.
Tutarlı boyut ve özelliklere sahip yüksek kaliteli PVC boru bağlantı parçalarının üretimini sağlamak için tüm süreç dikkatle kontrol edilir. Malzeme seçimi, kalıp tasarımı, enjeksiyon parametreleri ve soğutma koşullarının tümü, istenen sonuçların elde edilmesinde önemli rol oynar.
PVC Boru Ekleme Enjeksiyon Kalıbının Bakımı Nasıl Yapılır
PVC boru bağlantı parçaları için bir enjeksiyon kalıbının bakımı, kalıbın uzun ömürlü olmasını sağlamak, üretilen bağlantı parçalarının kalitesini korumak ve arıza süresini en aza indirmek için çok önemlidir. PVC boru bağlantı elemanı enjeksiyon kalıbının bakımı için bazı önemli adımlar:

Düzenli Temizlik:Her kullanımdan sonra kalıp, kalan PVC malzemesini, kiri ve kalıntıları gidermek için temizlenmelidir. Bu genellikle PVC'ye uygun solventler, basınçlı hava ve kalıbın tüm alanlarına ulaşmak için fırçalar veya çubuklar kullanılarak gerçekleştirilebilir.
Yağlama:Pas ve korozyonu önlemek ve hareketli parçaların düzgün çalışmasını sağlamak için kalıbı, özellikle de ejektör pimlerini ve kayan yüzeyleri düzenli olarak yağlayın. PVC ve kalıp malzemeleriyle uyumlu, kalıba özel bir yağlayıcı kullanın.
Denetleme:Her üretim çalıştırmasından önce kalıbı, çatlaklar, çentikler veya düzensiz ejektör pimi aşınması gibi hasar veya aşınma belirtileri açısından inceleyin. Yolluk ve yolluk sistemlerinde tıkanma veya deformasyon olup olmadığını kontrol edin.
Termal Yönetim:Enjeksiyon kalıplama işlemi sırasında istenen sıcaklığı korumak için soğutma sisteminin doğru çalıştığından emin olun. Tıkanmayı önlemek için soğutma kanallarını periyodik olarak kontrol edin ve temizleyin.
Doğru Depolama:Kalıbı kullanmadığınız zamanlarda kuru, tozsuz bir ortamda saklayın. Kirletici maddelerden ve fiziksel hasarlardan korumak için kalıbı örtün.
Periyodik bakım:Aşınmış parçaların değiştirilmesi, küçük hasarların onarılması ve uygulama gibi daha kapsamlı inceleme ve bakım görevlerini gerçekleştirmek için kalifiye teknisyenlerle düzenli bakım ziyaretleri planlayın.
Koruyucu kaplamalar.
Süreç Parametrelerinin İzlenmesi:Sıcaklık, enjeksiyon hızı, basınç ve soğuma süreleri dahil olmak üzere kalıplama işlemi sırasında önemli parametreleri takip edin. Kalıplama işlemini optimize etmek ve kalıp ömrünü uzatmak için bunları gerektiği gibi ayarlayın.
Eğitim Operatörleri:Operatörlerin, kalıbın en iyi uygulamalara göre nasıl temizleneceği, yağlanacağı ve çalıştırılacağı da dahil olmak üzere, kalıbı uygun şekilde kullanma konusunda eğitildiğinden emin olun.
PVC Boru Ekleme Enjeksiyon Kalıbı Nasıl Seçilir
PVC boru bağlantı elemanı enjeksiyon kalıbını seçerken, kalıbın üretim ihtiyaçlarınıza uygun olmasını ve yatırım getirisi sağlamasını sağlamak için aşağıdaki faktörleri göz önünde bulundurun:
Üretim Gereksinimleri:Beklenen üretim hacminizi ve üretmeniz gereken bağlantı parçası çeşitliliğini belirleyin. Kaliteden ödün vermeden gerekli üretim miktarını karşılayabilecek bir kalıp seçin.
Donanım Çeşitliliği:Projeleriniz için gerekli olan spesifik tip ve boyutlarda PVC boru bağlantı parçalarını üretebilecek bir kalıp seçin. Standart bağlantı parçaları için mi yoksa özel tasarımlar için mi bir kalıba ihtiyacınız olduğunu düşünün.
Malzeme Kalitesi:Kalıp, yüksek basınç ve sıcaklıklar da dahil olmak üzere enjeksiyonlu kalıplama işlemine dayanabilecek yüksek kaliteli takım çeliğinden yapılmalıdır. H13, P20 veya NAK80 gibi malzemeler dayanıklılıkları ve işlenebilirlikleri nedeniyle yaygın olarak kullanılır.
Kalıp Tasarımı:Döngü sürelerini en aza indirmek ve eşit soğutma sağlamak için verimli soğutma sistemleri içeren bir kalıp tasarımı arayın. Tasarım ayrıca kalıplanmış parçaların kolayca çıkarılmasını kolaylaştırmalı ve basit bakıma olanak sağlamalıdır.
Üretici İtibarı:Yüksek kaliteli kalıplar üretme konusunda kanıtlanmış bir geçmişe sahip bir kalıp üreticisi seçin. Üreticinin PVC enjeksiyon kalıplama ve müşteri destek hizmetleri konusundaki deneyimini göz önünde bulundurun.
Bakım ve Dayanıklılık:Uzun süreli dayanıklılık ve bakım kolaylığı için tasarlanmış bir kalıba yatırım yapın. Bu, arıza süresinin azaltılmasına ve zaman içinde genel üretim maliyetlerinin düşürülmesine yardımcı olabilir.
Fiyat Vs. Verim:Maliyet her zaman göz önünde bulundurulmasına rağmen kalıbın kalitesinden veya işlevselliğinden ödün vermemelidir. Bakım, onarım ve olası arıza süreleri de dahil olmak üzere toplam sahip olma maliyetini değerlendirin.
Makinelerle Uyumluluk:Kalıbın mevcut enjeksiyon kalıplama makinenizle uyumlu olduğundan emin olun. Enjeksiyon ünitesi ve kelepçe kuvvetine ilişkin boyutları, montaj özelliklerini ve gereklilikleri kontrol edin.
Özelleştirme Seçenekleri:Benzersiz üretim ihtiyaçlarınız varsa, kalıbı özel gereksinimlerinize göre uyarlamak için özelleştirme seçenekleri sunan bir kalıp üreticisi arayın.
Kalite güvencesi:Kalıp üreticisinin, teslimattan önce kalıbın incelenmesi ve test edilmesi gibi kalite güvence önlemlerini sağladığını doğrulayın.
Pet Preform Kalıp Tasarımını Etkileyen Faktörler
PET preform kalıplarının tasarımı, son ürünün kalitesini ve tutarlılığını sağlamak için dikkatle dikkate alınması gereken birçok kritik faktörden etkilenir. Bu faktörler şunları içerir:
Malzeme özellikleri:PET (Polietilen Tereftalat), kalıbın tasarımını etkileyen spesifik termal ve mekanik özelliklere sahiptir. Kalıp, enjeksiyon kalıplama işleminde yer alan yüksek sıcaklıklara ve basınçlara deforme olmadan dayanabilmelidir.
Kalıp Malzemesi:Kalıbın kendisi, sertliği ve aşınma direnci nedeniyle tipik olarak yüksek karbonlu veya paslanmaz çelikten yapılır. Üretim süreci boyunca hassasiyeti ve dayanıklılığı korumak için doğru kalıp malzemesinin seçilmesi çok önemlidir.
Kalıp Tasarımı:Tasarım, ön kalıpların verimli bir şekilde doldurulmasına, soğutulmasına ve çıkarılmasına izin vermelidir. Kapı tasarımı, soğutma kanalları ve ejektör pimleri gibi özellikler, istenen çevrim sürelerine ve ürün kalitesine ulaşmanın ayrılmaz bir parçasıdır.
Kalıp Sıcaklık Kontrolü:Tutarlı bir ürün elde etmek için uygun sıcaklık kontrolü hayati öneme sahiptir. Kalıp içindeki soğutma sisteminin tasarımı, stres noktalarını önlemek ve şişe bütünlüğünü sağlamak için PET preformlarının eşit şekilde soğutulmasını sağlamalıdır.
Kalıp Boşluğu ve Maça Tasarımı:Boşluğun ve çekirdeğin tasarımı, PET malzemesinin akışını ve dolayısıyla ön kalıbın görünümünü ve yapısal bütünlüğünü etkiler. Bu alandaki ayrıntılara gösterilen özen, son üflemeli kalıplama ürününün başarısını önemli ölçüde etkileyebilir.
Koşucu Sistemi:Yolluk sisteminin tasarımı eriyiğin boşluklara akışını etkiler. Optimum yolluk geometrisi, basınç kaybını en aza indirir ve polimerin kusurlara yol açabilecek erken katılaşmasını önler.
Enjeksiyon Kalıplama Makinesi Özellikleri:Kelepçe kuvveti, enjeksiyon ünitesi boyutu ve atış kapasitesi dahil olmak üzere enjeksiyon kalıplama makinesinin yetenekleri, kalıba dahil edilebilecek boşlukların boyutunu ve sayısını belirler.
Üretim hacmi:Gerekli üretim hacmi kalıptaki boşluk sayısını etkiler. Daha yüksek hacimler genellikle daha fazla boşluk gerektirir ve bu da kalıbın karmaşıklığını ve soğutma verimliliğini etkileyebilir.
Kalite standartları:PET şişelerin uygulama alanına bağlı olarak şişe boyutları, duvar kalınlığı ve ağırlığı konusunda uyulması gereken katı kalite standartları olabilir.
Mevzuata uygunluk:Tasarım, gıdaya uygun ambalajlama ve plastiklerin geri dönüştürülmesine ilişkin yerel ve uluslararası düzenlemelere uygun olmalıdır.
Maliyet:Ekonomik hususlar, boşluk sayısı, kalıp işlemleri için otomasyon kullanımı ve hem ön kalıp hem de kalıp için malzeme seçimi dahil olmak üzere tasarım seçimlerini etkiler.
Bakım ve Dayanıklılık:Tasarım, kalıbın ömrünü uzatmak ve arıza süresini azaltmak için bakım ve temizleme kolaylığını kolaylaştırmalıdır.
Isı ve Nem Gibi Çevresel Faktörler Enjeksiyon Kalıplama Prosesini ve Kalıp Tasarımını Nasıl Etkiler?
Isı ve nem gibi çevresel faktörler, kullanılan termoplastik malzemeleri, özellikle de PVC'yi etkiledikleri için enjeksiyon kalıplama sürecini ve kalıp tasarımını önemli ölçüde etkileyebilir. Aşağıdaki noktalar bu etkileri detaylandırmaktadır:
Malzeme Davranışı:Isı ve nem, PVC'nin viskozitesini ve termal stabilitesini değiştirebilir. Artan sıcaklıklar viskoziteyi azaltabilir, bu da kalıp boşluklarına daha hızlı akışa yol açabilir, ancak aynı zamanda aşırı ısınma nedeniyle yanma veya bozulma riskini de artırabilir. Nem, nem emilimine neden olabilir ve bu da kalıplanmış parçalarda boşluklara veya zayıf noktalara yol açabilir.
Kalıplama Makinesi Performansı:Enjeksiyon kalıplama makinesi hem plastikleştirme (erime) hem de enjeksiyon aşamaları için tutarlı sıcaklıkları korumalıdır. Harici ısı, termal yüke karşı koymak için ek soğutma kapasitesi gerektirebilirken nem, enjeksiyondan önce PVC peletlerinden nemin uzaklaştırılması için daha etkili kurutma işlemleri gerektirebilir.
Kalıp Tasarımı:Dış ısı nedeniyle malzeme davranışındaki değişikliklere uyum sağlamak için kalıp tasarımları, kalıp boşluklarının içinde sabit bir sıcaklığı korumak için gelişmiş soğutma sistemleri içerebilir. Kalıplanmış parçaların bütünlüğünü tehlikeye atabilecek nem girişini önlemek için üretim tesisi içindeki nem kontrolü çok önemlidir.
Çevrim süreleri:Daha yüksek dış sıcaklıklar, kalıplanmış parçaların çıkarılmadan önce yeterince katılaşmasını sağlamak için daha uzun soğutma süreleri gerektirebilir. Bu, enjeksiyonlu kalıplama işleminin genel verimliliğini etkileyebilir.
Kalite kontrol:Çevresel faktörler, kalıplama sürecine değişkenlik katabilir ve kalıplanmış PVC bağlantı parçalarının boyutlarının, dayanıklılığının ve görünümünün gerekli spesifikasyonları karşıladığından emin olmak için daha sıkı kalite kontrol önlemlerini gerektirir.
Enerji verimliliği:Yüksek dış sıcaklıklara sahip ortamlarda, istenen iç kalıp sıcaklığının korunması enerji açısından yoğun olabilir ve potansiyel olarak işletme maliyetlerini artırabilir. Tersine, aşırı iklimlendirilmiş ortamlar enerji israfına yol açabilir.
Karmaşık PVC boru bağlantı parçaları için kalıpların tasarlanması, PVC'nin belirli özellikleri ve nihai ürünün geometrisi ve işlevine yönelik gereksinimler nedeniyle çeşitli zorluklar ortaya çıkarır. İşte bazı temel zorluklar:
Malzeme Akışı ve Kaynak Hatları:PVC diğer termoplastiklere göre nispeten düşük akışkanlığa sahiptir. Bu, karmaşık kalıp boşluklarının tamamen doldurulmasını zorlaştırabilir ve kaynak hatları olarak bilinen, eriyiğin düzgün şekilde kaynaşmadığı alanlara yol açabilir. Bu çizgiler bağlantı parçasının yapısal bütünlüğünü ve estetiğini tehlikeye atabilir.
Soğutma ve Çevrim Süresi:Karmaşık bağlantı parçaları genellikle gerilim yoğunlaşmasını ve bükülmeyi önlemek için dikkatli bir soğutma gerektiren ince duvarlara veya alttan kesiklere sahiptir. Kalıp içindeki soğutma sistemini optimize etmek zorlayıcı olabilir ve çevrim süresini uzatarak verimliliği etkileyebilir.
İtici Pimler ve Çekirdek Çekme Mekanizmaları:Karmaşık geometriler, kalıplanmış parçanın deformasyon veya hasar olmadan kalıptan temiz bir şekilde çıkarılmasını sağlamak için birden fazla ejektör pimi veya çekirdek çekme mekanizması gerektirebilir. Bu mekanizmaları kalıbın sınırları içine sığacak şekilde tasarlamak teknik açıdan zorlu olabilir.
Hassasiyet ve Toleranslar:PVC boru bağlantı parçalarının, diğer boru ve bağlantı parçalarına uygun şekilde oturmasını sağlamak için katı boyut toleranslarını karşılaması gerekir. Bu spesifikasyonları karşılayan parçalar üretmek için kalıp tasarımının çok sıkı toleranslara ulaşması gerekir.
Boşluk Dengesi:Çok boşluklu kalıplarda, eşit dolum ve soğutma sağlamak için boşluk dengesinin korunması önemlidir. Boşluk şekillerinin karmaşıklığı nedeniyle bu daha da zorlayıcı hale gelir.
Termal kararlılık:PVC'nin sınırlı bir işleme penceresi vardır. Aşırı ısı, bozulmaya veya renk bozulmasına yol açabilirken, yetersiz ısı, eksik erimeye veya zayıf akışa neden olabilir. Kalıp tasarımı, enjeksiyon ve soğutma aşamaları boyunca tutarlı sıcaklık kontrolünü kolaylaştırmalıdır.
Ayırma Hattı ve Kapı Yerleşimi:Karmaşık kalıplarda, bitmiş üründeki görünür işaretleri en aza indirmek ve PVC eriyiğinin boşluğa verimli bir şekilde akmasını sağlamak için ayırma hattına ve geçit yerleşimine karar vermek kritik öneme sahiptir.
Kalıp Sonrası İşlemler:Bazı karmaşık bağlantı parçaları, delme veya kesme gibi ek bitirme adımları gerektirebilir ve bu da genel üretim karmaşıklığını ve maliyetini artırır.
Kalıp Malzemeleri ve Aşınma:Yüksek kaliteli kalıp çeliklerinin, PVC'nin aşındırıcı yapısına ve üretim için gereken tekrarlanan döngülere dayanması gerekir. Kalıbın bütünlüğünü zaman içinde korumak zor olabilir.
Bu zorlukların üstesinden gelmek, PVC malzeme özelliklerinin, kalıp tasarım ilkelerinin ve boru bağlantı parçasının uygulama gereksinimlerinin derinlemesine anlaşılmasını gerektirir. Gelişmiş simülasyon yazılımı, kalıp üretilmeden önce malzeme akışı, soğutma ve çıkarma sorunlarının tahmin edilmesine yardımcı olarak tasarımın optimize edilmesine ve üretim sürecindeki deneme yanılmanın azaltılmasına yardımcı olabilir.
Fabrikamız
Çin'in yeni liman şehri Zhangjiagang şehrinde bulunan şirketimiz, uygun trafiğe sahip, Şangay, Nanjing, Suzhou, Wuxi, Nantong gibi birçok büyük şehrin yakınında, S38/S19 Ekspres Yolu ve G204 Ulusal Yolu'na yakındır.


SSS
S: PVC boru bağlantı parçaları enjeksiyon kalıplarının yapımında yaygın olarak hangi malzemeler kullanılır?
S: Bir kalıbın tasarımı PVC boru bağlantı parçalarının kalitesini nasıl etkiler?
S: Kalıp yapımında hassasiyetin önemi nedir?
S: Kalıp içindeki soğutma sistemleri nasıl çalışır ve neden gereklidir?
S: PVC boru bağlantı kalıbında soğuk yolluk ve sıcak yolluk sistemi arasındaki kararı hangi faktörler etkiler?
S: Kavitasyon ve kapı tasarımı üretim sürecini nasıl etkiler?
S: Kalıp bakımıyla ilgili bazı yaygın sorunlar nelerdir ve bunlar nasıl giderilir?
S: Kalıp sıcaklığı enjeksiyon kalıplama işlemini nasıl etkiler?
S: Kalıbın enjeksiyon kalıplama makinesiyle uyumluluğunu dikkate almak neden önemlidir?
S: Enjeksiyon kalıplarında tipik olarak hangi kalite kontrol önlemleri gerçekleştirilir?
S: Enjeksiyon kalıplamada kullanılan makine türü kalıp tasarımını nasıl etkiler?
S: PVC boru bağlantı parçası enjeksiyon kalıbının tipik ömrü nedir ve bunu hangi faktörler etkiler?
S: PVC boru bağlantı parçaları için özel tasarımlar kalıp oluşturmada nasıl ele alınır?
S: PVC boru bağlantı parçaları enjeksiyon kalıplarının oluşturulmasında otomatik süreçlerin kullanılmasının avantajları nelerdir?
S: İtici pimlerin ve diğer hareketli bileşenlerin seçimi kalıp performansını nasıl etkiler?
S: Kalıp dokulandırma ve yüzey bitirme konusunda nelere dikkat ediliyor?
S: Kalıp tabanı seçimi enjeksiyon kalıbının genel performansını ve esnekliğini nasıl etkiler?
S: Enjeksiyon kalıplamada geri dönüştürülmüş PVC kullanmanın sonuçları nelerdir?
S: Enjeksiyon basıncı ve hızı PVC boru bağlantı parçalarının kalitesini nasıl etkiler?
S: PVC boru bağlantı parçaları enjeksiyon kalıplarının tasarım ve test aşamasında simülasyon yazılımının rolü nedir?
Popüler Etiketler: pvc boru bağlantı parçası enjeksiyon kalıbı, Çin pvc boru bağlantı parçası enjeksiyon kalıbı üreticileri, tedarikçiler, fabrika, El Kalıp Makinesi Plastikotomatik evcil hayvan şişe makinesiboru enjeksiyon kalıplamaHDPE darbe makinesi








